 |
|||
|
|
|||
|
Page Title:
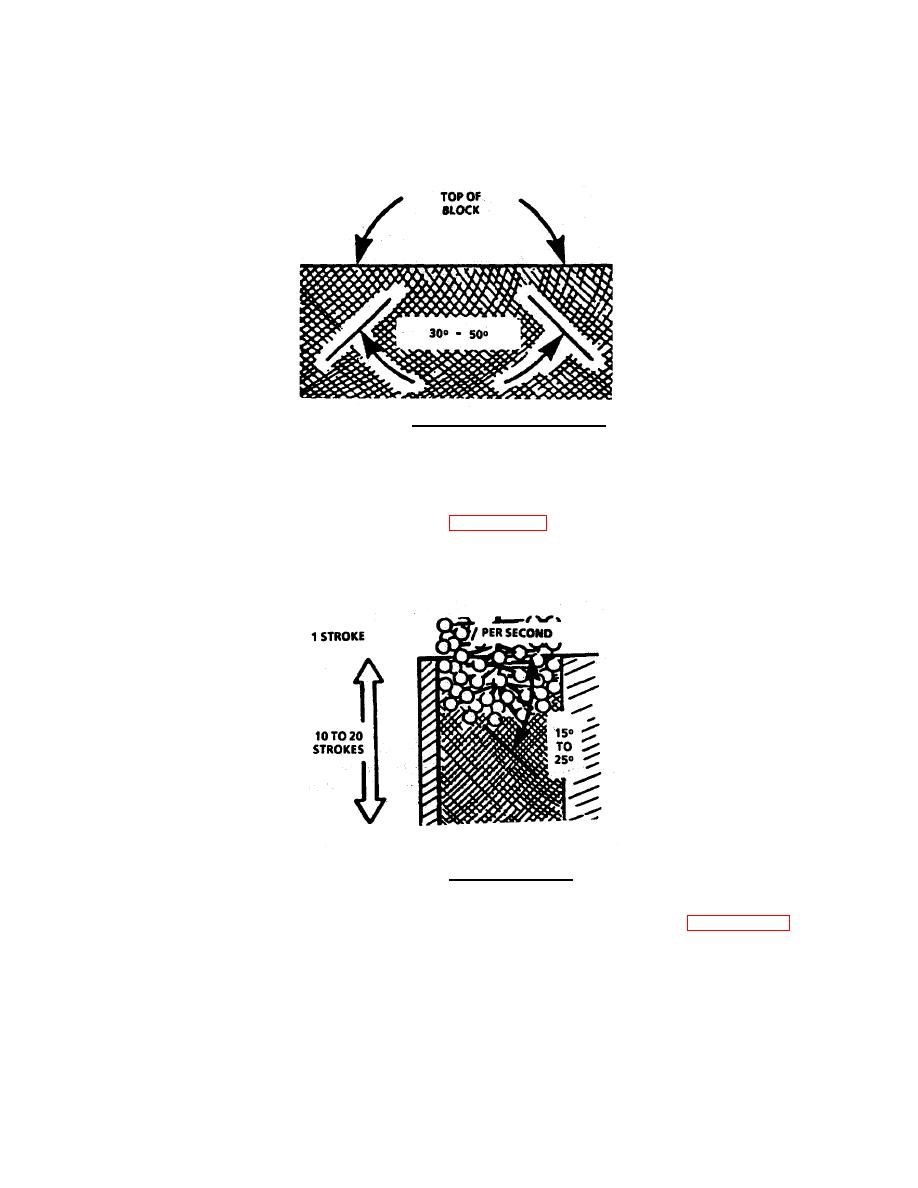
FIGURE 4-88. Correctly De-Glazed Surface. |
|
||
| ||||||||||
|
|
 TM 55-1905-223-24-4
A correctly de-glazed surface (FICURE 4-88) will have a crosshatched appearance with the lines at 15 to 25-degree
angles with the top of the cylinder block, 30 to 50-degree included angles on crosshatch.
FIGURE 4-88. Correctly De-Glazed Surface.
e. Use a drill, a fine grit flexi hone and a mixture of equal parts of solvent and SAE 30W engine oil to de-glaze the
bores.
(1) Make vertical strokes, 1 stroke per second. Drill 300 to 400 RPM. The crosshatch angle is a function of fill
speed and how fast the bore is moved vertically (FIGURE 4-89).
(2) Inspect bore after 10 strokes. The degree of angle should be 15 to 25
.
FIGURE 4-89. De-Glazing Bores.
(3) A sizing bore can be used to remove minor grooves or to correct minor out-of-taper (FIGURE 4-90). Taper
should be 0.003 inch (0.076mm).
4-62
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
