 |
|||
|
|
|||
|
Page Title:
REPLACEMENT OF HELICAL COIL THREADED INSERTS |
|
||
| ||||||||||
|
|
 move slight nicks, burs,
and scratches
Note. There are no established wear
limits for gear teeth. Good judgement
from bore in casting or
adapter with
is required to determine need for re-
crocus cloth dipped in
dry-cleaning
solvent or mineral spirits
paint thinner.
placement.
(3) Replace gears having worn, pitted, or
(3) Installation. Install new oil seal in bore
galled teeth. Remove sharp fins and
of casting or adapter using proper oil
seal replacer tool.
burs from gear teeth with crocus cloth
d i p p e d in dry-cleaning solvent or
mineral spirits paint thinner.
THREADED INSERTS
f. Bushings and Bushing-type Bearings.
When bushings and bushing-type bearings are
a. General. Replace helical coil inserts which
damaged or worn beyond specified limits (pars.
do not fit securely in the casting or when
casting threads have become galled or stripped.
with which they are used must also be replaced.
Reference to (1) and (2) below will be made in
helical
b. Replacement.
Replace
coil
the rebuild section for the particular part when
threaded inserts as follows.
replacement of bushings and bushing-type bear-
ings is required.
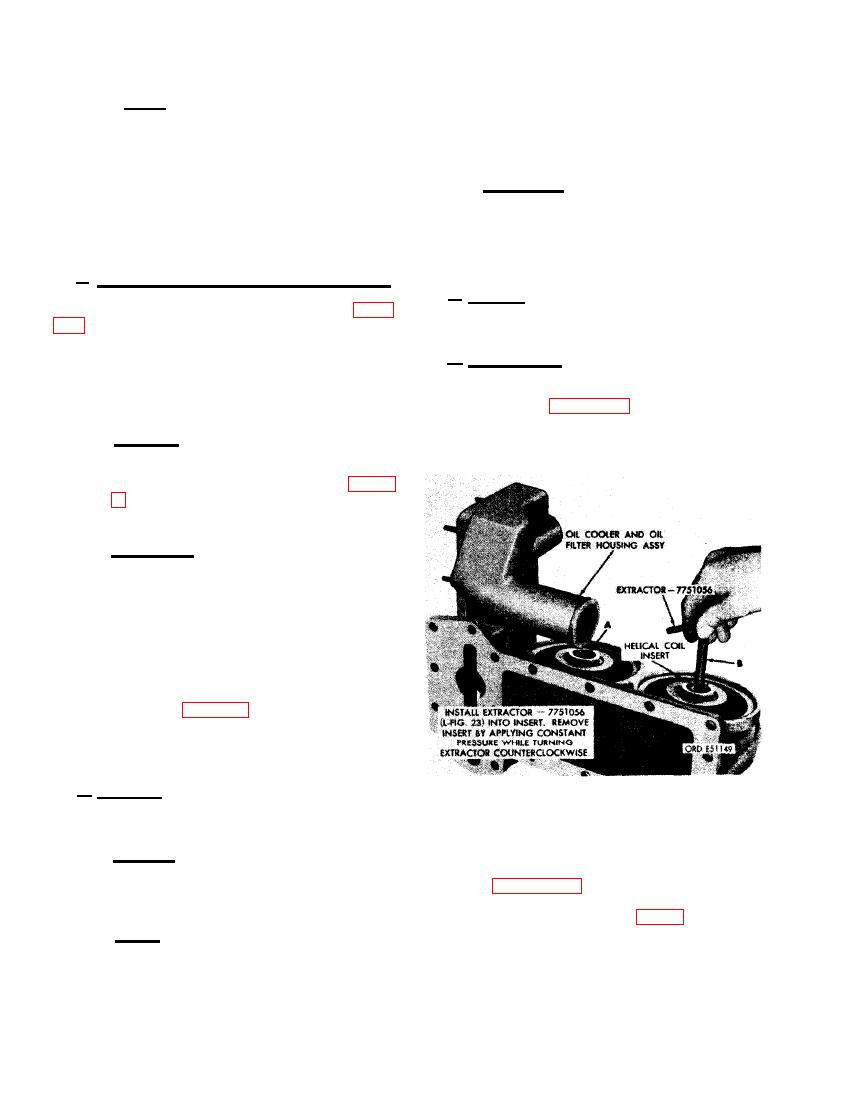
(1) Refer to figure 315 and remove helical
coil insert from oil cooler and filter
(1) Removal. Remove bushings or bushing-
housing.
type bearings by pressing out the part
with a suitable arbor press or with the
special tools provided. Refer to Table
ment.
(2) Installation. Aline bushing or bushing-
type bearing in casting or retaining
cage. Press into place with a suitable
arbor press or with the special tools
provided. Clean repaired parts thor-
oughly before assembly or installation.
(3) The bushing-type bearings in the oil
pump must be finished reamed to the
sizes specified in repair and rebuild
standards (par. 293c) after installation.
All other bushing-type bearings are
machined for proper clearance and
need no reaming.
g. Oil Seals. Oil seals must be replaced when
thin feather edge is damaged or when seal
material has become hard or brittle.
INSERT FROM OIL COOLER AND OIL
FILTER HOUSING USING EXTRACTOR -
(1) Removal. Press or pry damaged oil
7751056.
seal from casting or adapter being
careful not to damage bore in casting
(2) Figure 316. (A) Thread new helical
or adapter.
coil insert into threaded guide of in-
serter - 10912379 (M, fig. 23) by slowly
(2) Repair. When oil seal bore in casting
turning the pilot until insert is flush
or adapter is burred or damaged to a
with end of tool. (B) Insert pilot of
point where an oil-tight seal is impos-
inserter into threaded hole in oil cooler
sible, replace casting or adapter. Re-
and oil filter housing with face of in-
192
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
