 |
|||
|
|
|||
|
Page Title:
Figure 6-63. Valve and valve seat insert grinding diagram |
|
||
| ||||||||||
|
|
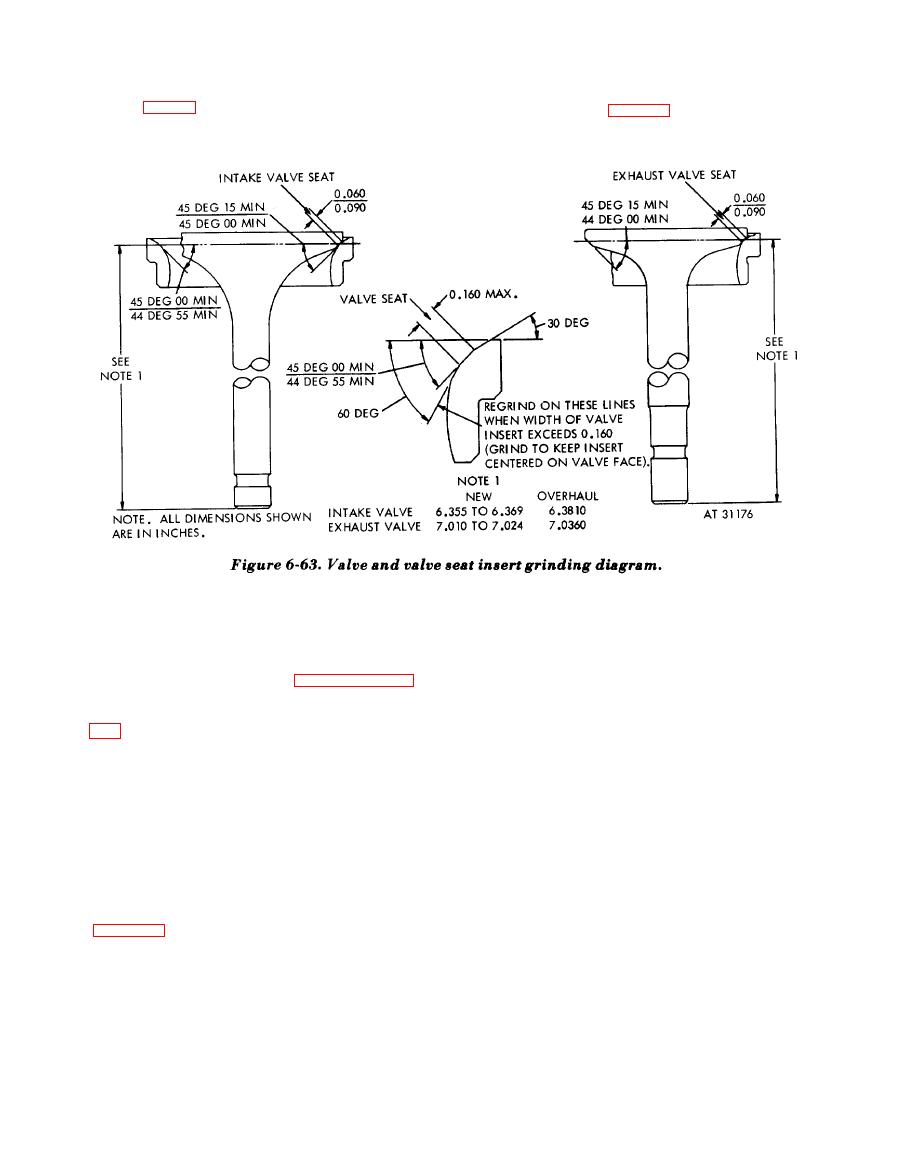 (2) Valve seats. R e p l a c e c y l i n d e r a s s e m b l y
which do not show perfect contact with valve
(41, fig. B-4) when inserts do not fit securely in
f a c e . Grind inserts (fig. 6-63) as described in (a)
the cylinder. Grind seats which do not show
through (e), below.
perfect contact with valve face. Grind seats
Honing Specifications. (Part No.
c.
(a) A 45 degree angle grinding stone must
10865297, FSN 2815-765-9711 cylinder only)
be used to grind valve seat inserts.
( 1 ) Cross hatch angle to be 35 degrees off
(b) Dress seat on the insert with stone,
the horizontal.
using valve seat grinding machine.
( 2 ) Cross hatch to be cut uniformly in both
(c) After dressing seat of insert, check
directions.
valve contact as described in paragraph 6-31b.
(d) When perfect contact is obtained,
(3) Cross hatch to be clean-cut, but not
narrow seat on insert to width specified in figure
sharp, and free from torn or folded metal.
(4) The micro-finish roughness should
insert to the angles specified.
average between 35 and 45 micro-inches, rms
(e) Keep valve seat area as near as
( r o o t mean square deviation from the mean), as
measured on the profilometer machine
possible to center of valve face. Valves should
never seat at the top or bottom of the valve face
(Micrometrical Mfg. Company, Ann Arbor,
area.
Michigan, Type QA, Type V Moto-Trace or
b . Cylinder Bore. R e p l a c e c y l i n d e r a s s e m b l y
equivalent).
when joint between cylinder head and cylinder
(5) The plateau area should be 1 / 2 to 2 / 3
of the surface area.
barrel is pitted or eroded. Replace cylinder
a s s e m b l y when cylinder bore dimensions are not
(6) The plateau should be free from bur-
w i t h i n limits specified in the overhaul standards
nished or glazed surface.
(7) The surface is to be free of imbedded
measurement is larger than average flange end
particles.
measurement. Reanodize head if required. Hone
d. Honing Recommendations. (Part No.
10865297, FSN 2815-765-9711 cylinder only)
cylinder to remove scratches, scoring or ring
(1) Honing stones should be Army Nos.
ridge. Hone cylinder when out-of-round more
11662775-1 and 11662775-2 used alternately
t h a n 0.003 in. Hone cylinders as described in c
around the honing head. The stones are ap-
and d, below.
6-70
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
