 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 750-245-4
d. Insufficient pressure is sometimes evidenced by
metal expulsion and sometimes by : he appearance of a
heat affected zone (IIAZ) at the point of contact of the
electrode. Metal expulsion is usually prevalent when
welding heat is high and the foregoing pressure is not
great enough to retain the molten metal. This condition
may also be a result of poor heat inertia. The heat
affected zone results because the low pressure of the
electrodes creates a high -contact resistance at the
electrode and material interface.
e. Excessive pressure is evidenced by metal
expulsion which results in blow holes. In this case, the
pressure is so great that it expels the molten material
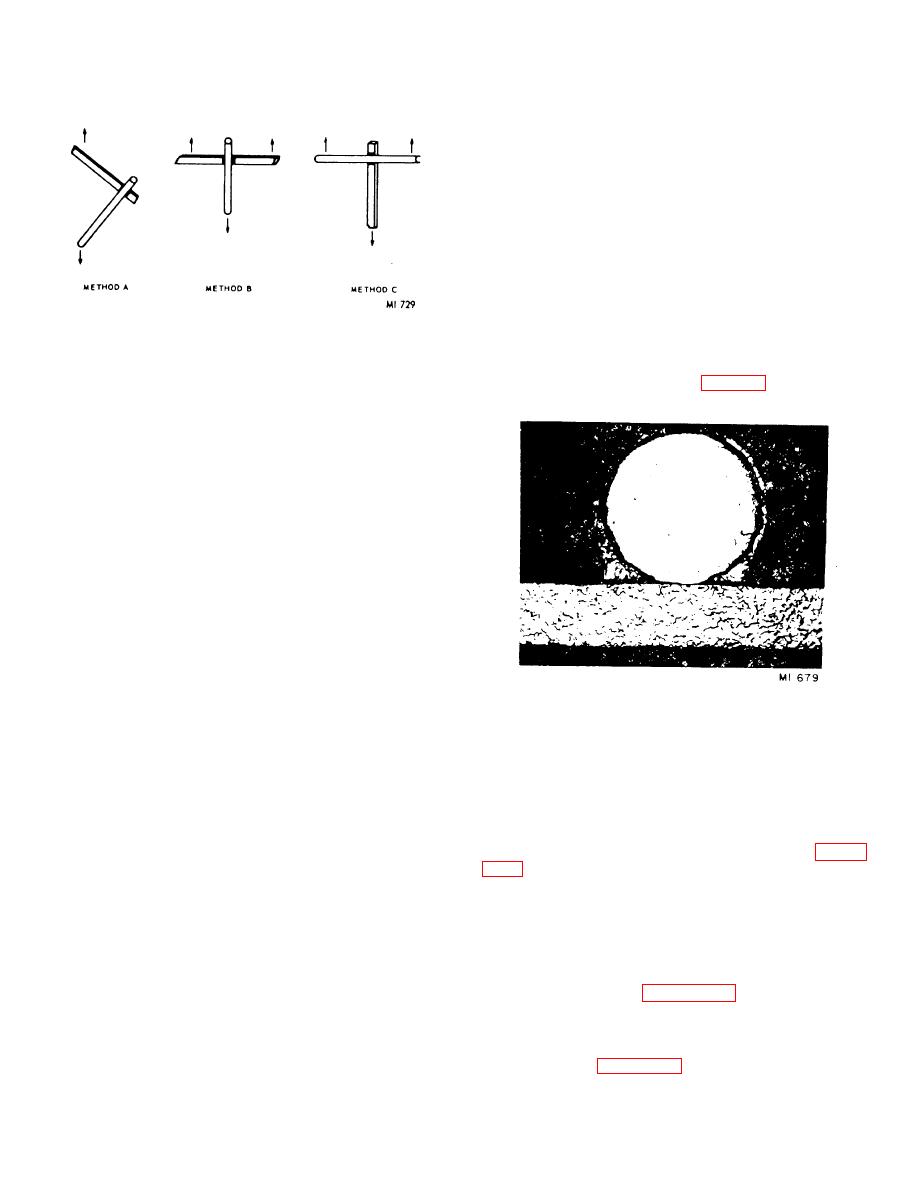
Figure 8-11. Methods of pull testing.
from the weld zone.
f. Insufficient heat results in the lack of fusion and,
c. Method A is referred to as the torsion-shear
consequently, a poor weld joint (fig. 8-12).
method of pull-testing. This method places a torsional
force in addition to a tension and shear force on the
weld.
In general, this method results in pull-test
strengths which are much lower than the results
obtained by either of the other methods. Mechanically
locked interconnections are detected by the torsion-
shear method, whereas they may not be detected by
other methods.
d. The significance of this test is that a quantitative
analysis of the weld strength may be obtained and used
as a basis for determining optimum welding machine
settings. Once the machine has been set, periodic pull-
tests performed on samples taken from the production
line can be evaluated and the results used as an in-
process check.
8-26. Metallurgical Examination
a. Metallography is the only feasible analytical
Figure 8-12. Lack of fusion caused by
technique available for evaluating the quality of a weld.
insufficient heat.
Metallographic examination reveals the interior of the
weld, enabling the observer to determine what type of
weld has been made, the amount of fusion present, and
g. Excessive heat can cause excessively large
any defects present within the weld. However, it takes a
nuggets (over penetration) which, in extreme cases,
trained and experienced metallographer to interpret the
extend the full width of the material. Over penetration is
photomicrographs.
undesirable since the recrystallized nugget lacks
b. Before the interior of the weld can be observed,
ductility. Excessive heat also contributes to metal
the sample must be encapsulated in a rigid substance
expulsion, gas pockets, and shrinkage cavities. Figure
and then subjected to a series of grinding and polishing
operations. These operations leave a free surface and a
shrinkage cavities.
disturbed crystalline layer above the basic metal for
h. The nugget of a fusion type weld should exhibit
examination. The free surface and disturbed crystalline
equal penetration and be free of porosity, inclusions,
layers are removed by an etching process which, if done
blow holes, and shrinkage cavities. Penetration is
properly, will reveal the true structural characteristics of
defined as the depth to which the fusion extends into the
the weld.
material and should be at least 20 percent of the
c. Improper control or selection of welding
material thickness is. Figure 8-14 illustrates proper
variables can be readily determined by metallographic
penetration.
analysis. Such conditions as excessive or insufficient
i. Improper heat balance can, in many cases, be
pressure or energy, heat unbalance, or combinations of
detected by the presence of a nugget existing within one
these have a direct effect on the metallurgical
of the materials. Figure 8-15 (top) shows a nugget
appearance of the weld.
8-8
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
