 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
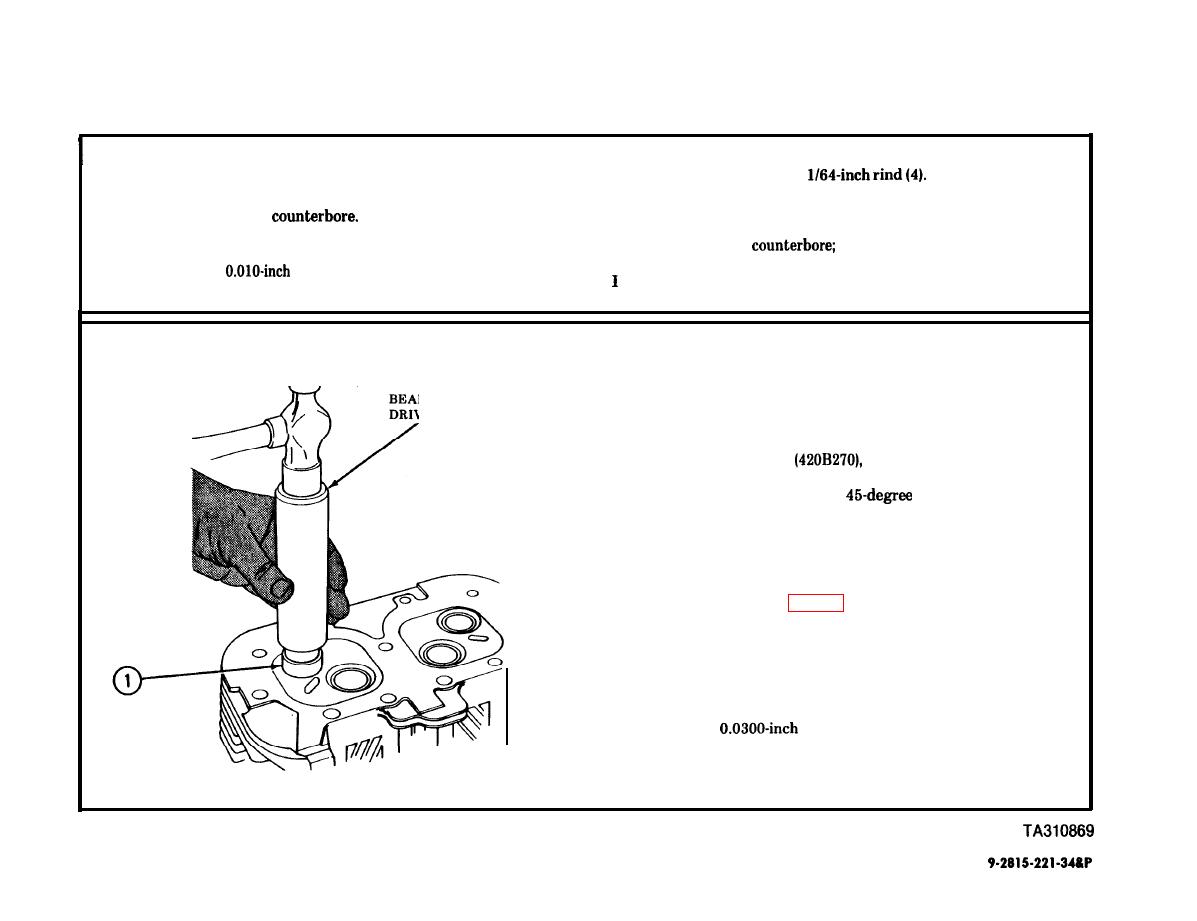 CYLINDER HEAD REPAIR (CONTINUED)
F Cut valve seat insert to
NOTE
G Remove rind (4) with sharp tool.
Do not darnage
If counterbore is
darnaged, it must be machined for an oversized
remove burrs from edges.
H Clean valve seat
valve seat insert. Valve seats are available in
0.005- and
oversize diameter.
Check counterbore diameter (p 3-42).
NOTE
n
To ease valve seat installation, heat cylinder
BEARING
head to 325 `F for about 30 minutes. Cool replace-
DRIVER
ment valve seat.
Using bearing driver
J
install new valve seat (l).
K
Face new valve seat (1) to
angle and width of
about 3/64 to 1/16 inch.
L
Finished seat face should contact approximate center of
valve face.
Use layout dye (item 15, Appx C) on valve face to check con-
M
tact points with refaced valve seats.
NOTE
Make corrections to valve seat insert, not valve face.
Check for
minimum clearance between valve
N
head and cylinder head surface.
o
Regrind insert if necessary.
3-43
TM
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
